
44 Fab Tips: Avoiding Plastic Warpage (Spread/Curl)
- Material selection:
- Be sure you use a quality product. If it is not orthopedic (medical grade) quality material, you could have problems. Also, quality polypro will have an approximate shrinkage of 1% to 2.5%.
-
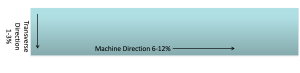
Shrinkage is greater in the MD (molecular bias). Percentages are for example purposes only. Machine direction (extrusion direction):
- Align the plastic sheet so that MD is parallel to the long direction of the model (i.e., parallel to the calf or thigh).
- Quality of and length of time under vacuum
- Your vacuum should have a minimum of 27 inches of mercury or 13 PSI.
- Turn on the vacuum before the plastic becomes cool.
- Some people think that if they can put the plastic on vacuum for a short while & then leave a socket on the model overnight, and that it will be fine the next day. But that is not true if it has not been kept under strong enough vacuum long enough.
- Temperature control
- The temperature differential between the forming and the set temperature, along with the rate of cooling, significantly affects the final properties of the device, including crystallinity, internal stress, dimensional accuracy, and surface finish. Proper control of both temperatures is essential for quality thermoplastic manufacturing.
- Forming temperature: Heat plastic to the forming temperature so stress is relieved. If you aren’t sure of the proper oven temperature to heat your plastic, consult with your supplier. It does vary with different manufacturers.
- Cooling rate: uneven cooling time on each side of the plastic sheet (i.e., next to the model vs other side of plastic) can lead to residual stress in the plastic after it has cooled. Pull plastic over a warm model, similar to the temperature of the room, to increase the chances of a successful pull. When plastic is pulled over a cold model, it causes thermal shock to the material, resulting in uneven cooling and potential stress formation. Note: Ensure that warmed models retain adequate moisture content, as dried-out models can create additional fabrication problems.
- Set Temperature: The hot plastic should be left on vacuum until it is completely cooled. A good rule of thumb is if the plastic is pulled over a cool/cold model leave on vacuum at least twice as long as it took to heat it. If pulled over a warm model leave on vacuum at least three times as long as it took to heat it.
- The temperature differential between the forming and the set temperature, along with the rate of cooling, significantly affects the final properties of the device, including crystallinity, internal stress, dimensional accuracy, and surface finish. Proper control of both temperatures is essential for quality thermoplastic manufacturing.
| Material | Forming Temperature | Set Temperature |
| Polypropylene | 310-325 | 190 |
| Copolymer | 310-325 | 190 |
| Low Density Polyethylene | 275 | 180 |
| PETG | 300 | 170 |
| Kydex | 380-390 | |
| Ref: Lunsford |
Temperature characteristics
- Cast temperature
- Forming temperature
- Set temperature
- Glass transition temperature Tg
- Crystallization temperature Tc
- Service temperature range
- Melting temperature Tm
Forming temperature is the temperature range during which the thermoplastic is actively shaped into its final geometry. This occurs as the material begins to cool from the cast temperature but remains workable.
The temperature at which the thermoplastic solidifies and maintains its final shape. This occurs as the material cools below its glass transition temperature (for amorphous polymers) or crystallization temperature (for semi-crystalline polymers).
Key characteristics:
> The point where the material transitions from moldable to solid
> Determines when the part can be removed from the mold or handling equipment
> Critical for dimensional stability and final properties
> Usually involves controlled cooling to prevent warping or stress formation
In materials science and solid mechanics, residual stresses are stresses that remain in a solid material after the original cause of the stresses has been removed. Thermoforming plastic over a mold creates tensile stresses. If the plastic cools too quickly and polymers do not have a chance to reform, stress will be present in the plastic. This leads to plastic warpage.
temperature at which a thermoplastic will be safe to remove from a mold without distortion
Cast temperature refers to the temperature at which molten thermoplastic is delivered to the forming process. This is the initial processing temperature where the material is in a fully molten, flowable state.
The temperature where amorphous regions of the polymer transition from glassy (brittle) to rubbery (flexible) state.
The temperature at which semi-crystalline polymers begin to form organized crystal structures during cooling.
The temperature range where the material maintains acceptable properties in end-use applications.
For Crystalline Polymers:
> Sharp, well-defined melting point
> Temperature where crystal structure breaks down
For Amorphous Polymers:
> No true melting point (Tm)
> Instead exhibit glass transition temperature (Tg)
For Semi-Crystalline Polymers:
> Have both Tg and Tm
> Tm represents melting of crystalline regions
> Amorphous regions remain above Tg